新聞資訊中心News Center
13510230576
拔模斜度大小確定原則
(1)材料的收縮阻力大時,拔模斜度應取大。
(2)收縮量大、澆注溫度高時,拔模斜度應取大。
(3)制件需要拔模部分尺寸大,拔模斜度應取大。
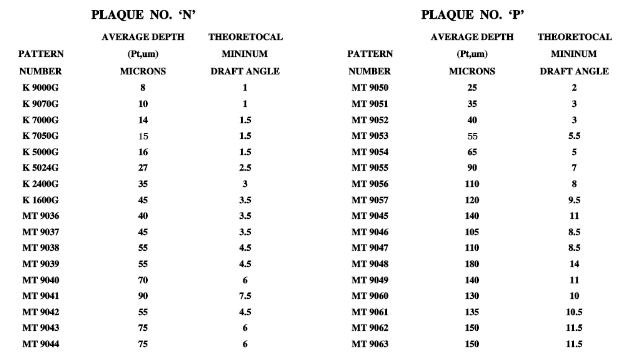
(4)模具型腔表面越光(即表面粗糙度越小),拔模斜度越小。
流體壓力成型制件的壁厚一般較薄,因此拔模斜度取增大制件壁厚的形式。當制件尺寸精度要求不高或制件的圖紙未做特殊規定時,其外形、凸出部分的拔模斜度取0。30′,內腔、孔、凹人部分的拔模斜度取1度。當整體制件尺寸精度要求較高或制件的圖紙中某尺寸精度要求較高時,應控制在尺寸公差范圍內。

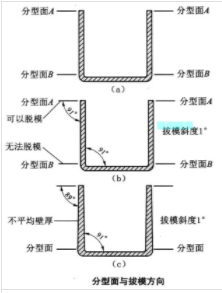
分型面與拔模方向從圖中可看出,分型面的位置對于拔模方向的斜度所產生的影響。圖中(a)是沒有拔模斜度的原始設計,當分型面在不同地方時,會產生如圖中(b)所示的一個可以脫模A與另一個無法脫模B的情形,此時必須作反方向的斜度,也就會產生不平均壁厚,在設計墻(壁)厚或加強肋時都應加以考慮。...

深圳市君強實業有限公司是一家專業從事模具曬紋,咬花,精加工企業。我們尊崇“誠信鑄就品質,質量贏得市場”的企業精神,營造良好的服務環境,以全新的管理模式、放心的品質,合理的價格為生存的根本。我們始終堅持客戶至上,攜手新老客戶一道共創美好的未來!...
查看詳情
君強上周就接待了一個日資企業,一開始他們對于模具的要求也是非常的高,也是因為當地很多模具曬紋廠家都無法達到他們的標準要求。因此找到了我們君強,在經過君強的相關評估,以及結合以往的模具加工案例,最后選擇的君強。 ...

模具咬花分為兩種,對稱形和非對稱形,具體如下:1.有對稱形圖紋如正方形對應,圓形對應;2.非對稱形圖紋,花紋,木紋,類似家裝材料瓷磚的圖紋,這個紋理當然不是平的,是有紋理的,有立體感的,有凹凸不來的 ...

模具咬花分為兩種,對稱形和非對稱形,具體如下:1.有對稱形圖紋如正方形對應,圓形對應;...

ASUS是大家都很熟悉的大公司,他們也選擇了君強公司… ...

君強
專業,更放心

多年研發經驗
造就優秀產品質量

所有產品均可開具增
值專用發票

產品技術支持
7x24小時保障
 模具曬紋咨詢掃一掃
模具曬紋咨詢掃一掃
 掃描進入手機網站
掃描進入手機網站